
ノギスの種類と使い方の続き
ノギスで計測する方法
定規もメジャーも、正確には計測できませんでした。
満を持して、ノギスで計測していきます。計測するものは、先ほどのパイプです。
ノギスで外径(外寸)を計測する
外径を測るには、ノギスのジョウの部分で挟み込んみます。
そのため、定規などとは違って、どこが直径なのか悩む必要はありません。

写真撮影をひとりで行ったため、画像ではパイプが曲がっていますが、しっかりと挟み込んで、その状態で計測数値を読み取ってみます。
ミリ単位数値

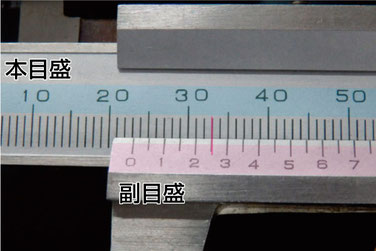
本目盛と、副目盛の“0”の部分を確認します。画像の場合、25と26の間に副目盛の0があるので、小さい方の数字をとって、ミリ単位は、25mmとなります。
ミリ以下の数値

本目盛と副目盛が、副目盛の4と5の間のラインでまっすぐ並んでいます。まっすぐになった副目盛の数値がミリ以下の数値です。この場合は、0.45mmという事になります。
この読み取り結果を、合わせると、ミリ単位が25mm。ミリ以下が0.45mmとなります。
つまり、この計測結果は、25.45mmということになります。
今度は、デジタルノギスで計測してみます。

写真のように一発で数値をデジタル表示してくれます。
表示されたのは、25.43mmでした。
バーニヤノギスでは、25.45。デジタルノギスでは25.43。
ほぼ同一値になり、定規やメジャー等で測定するよりも簡単に確実に寸法を計測する事が出来ます。
定規等による測定ですと、測定する人や測定の仕方により誤差が起きやすいですが、ノギスを使用しますと測定者を選ばずに、安定した測定結果が得られます。
ノギスで内径(内寸)を計測する
先程は、外径を計測しましたが、今度は内径を計測してみようと思います。
先ほどと同じように、定規で測ろうとすると、計測し難いです。

定規が傷だらけで、見にくいですが、23mm位でしょうか?
次にノギスを使って測ってみます。
ノギスで内径を計測する際は、クチバシ(内側計測側のジョウ)を使用します。
ミリ単位数値

外径の測定時と同じように、本目盛を確認します。23mmを少し超えた位置です。
ミリ以下の数値
次に副目盛の位置を確認します。2.5の部分が本目盛と位置が揃っているように見えます。
実測値は、本目盛と副目盛の値を足して、23+0.25=23.25となります。
次に、デジタルノギスで計測してみます。

23.25と計測する事ができました。アナログに測っても、デジタルで測っても同じ数値となりました。
ノギスで深さを計測する
次に深さを測ってみたいと思います。
この様な形状ですと、定規は穴の中に入りません。

この様な場合は、ノギスのデプスバー部分を使用します。

デプスバーを穴に入れます。底面にあたるまで差し込みます。

バーが底についたら、本体底面が測定物の縁に着くまで本体部を押していきます。本体部が測定物の縁に着いた時点の数値を読み取ります。
ここで、再び余談ですが、デプスバーの先端部分は、変な形をしています。これ、なぜでしょう?

成型品や、板金の内側は、Rがついていることが多いです。その為先端が真っすぐだと、そのR部分にバーがぶつかり、知らぬ間に計測値が変わってしまいます。そのR部分を避ける為、デプスバーの先端はこの様に、欠けた形状になっているのです。


ノギスで計測する時の注意点
誰でも安定した計測が出来ると紹介してきたノギスですが、何点か注意点があります。
悪い例①

①は、ジョウがパイプに対して水平に差し込まれていない為、寸法が不正確になってしまいました。
悪い例②

②は、測る位置が直径の部分ではない。計測値が不正確になってしまいました。
- 計測物に対して“ノギスのジョウが水平、垂直、平行”にあてる。
- 深さの測定においては、内側にR形状がある場合は先端が欠けた側を使用する。
- 一度の寸法のあたりでは不確かなので、数回数値を確認する。
特に、深さ計測の場合は、接地部分が小さく不安定な為、注意が必要です。
ノギスの弱点
計測に便利なノギスですが、苦手な点が何点かあります
①長い部分の計測は苦手!!
器具としてはMAX300mm測定が一般的でしょうか?
一般的には、150mm程度のノギスを使用されているのが多いと思います。
(単に弊社が150mmを使用しているだけの思い込みかもしれません…。)
②デジタル式の場合、電池切れが発生する
デジタルノギスの場合、電池が必要=電池切れがありえます。
いざ、使用する時に電池が無いと、何も出来ませんのでデジタルノギスを使用時は、予備電池を備えておいたほうが良いかもしれません。
③デジタル式の場合磁力に弱い
他の電化製品などと同様に、磁力には弱いので注意が必要です。
まとめ
工場、設計、品質等の面では必修アイテムですが、やはり使用する場所、使用精度によって道具も使い分けるのが宜しいかと思います。
長尺を測るのに一般のノギスは使用できませんし、測定の精度が必要ない場所を計測するのには、過剰かもしれません。
価格もそれなりにしますので、目的にあった測定器を使用しましょう。
※最近では100円ショップなどで購入出来ますし、通常使用する分には問題ないレベルのようです
ということで、今回は、ノギスの使い方を説明させていただきました。
次は、マイクロでも説明してみましょうかね。
では、以上でございます。

\ この記事を書いた人 /
品管のM氏
笑い声が、『ウキョキョキョキョ』の社内いちのマッドサイエンティスト。茶色をこよなく愛しており、服装が上下茶色の事がある。カラオケの十八番は、反町隆史のポイズン。人の目を見ながら歌う癖がある。やや恐怖(狂気?)を感じる。
他にも色々。『DIY-ID』 のDIY BRANDS





